
 服务热线 Service Hotline:
服务热线 Service Hotline:18100269767
服务热线 Service Hotline:
MK.COM Foshan Shiniu Machinery Co., Ltd.
联系人 Contact Person:邓小姐 Miss Deng
手机 Mobile:18100269767
邮箱 Email:2096529672@qq.com
地址 Address:佛山市顺德区均安镇星槎村均良路13号首层之五 Foshan, Shun de qu, Jun an zhen, Xing cha cun jun liang lu 13 hao, Shou ceng zhi wu. China
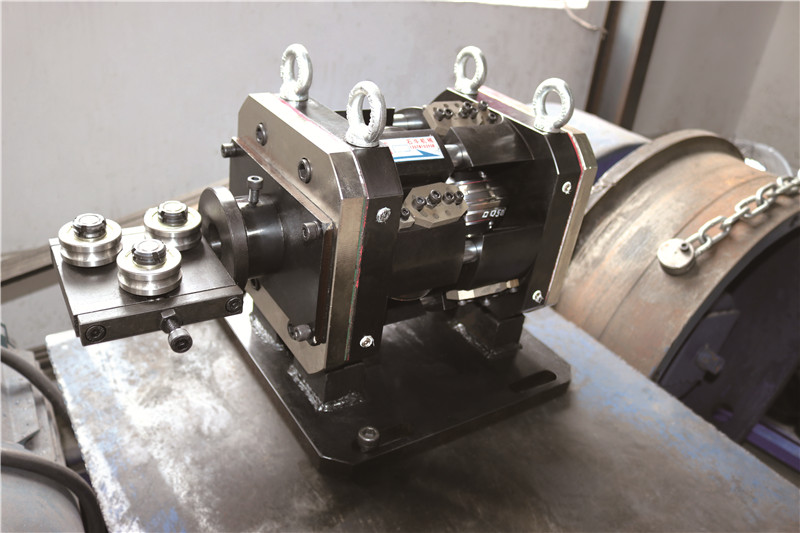
在生产中,如果用户需要紧急处理新规格和少量产品,可以在不保存相应滚筒规格的情况下,用绘图模具盒轻松更换滚筒模具,以满足灵活多样的生产需求。如果用户拉丝机数量充足,滚筒模具拉丝机可以在大部分时间内生产固定规格的产品,如果要更换其他产品规格,也可以直接更换滚筒。滚轴模具和拉丝机之间的固定一般采用连接底板(简单的4个螺栓固定),可安装滚轴模具和钢丝模具盒,滚轴模具的滚轴拆卸、安装和调整也很简单。不需要卸下轴承。滚筒和轴承工厂组装,减少了用户更换的麻烦。今天就来看看辊模拉丝设备-辊模拉丝的标准!
During production, if customers need to urgently deal with new specifications and a small amount of products, they can easily replace the drum mould with a drawing mould box without saving the corresponding drum specifications to meet flexible and diverse production needs. If the customer has sufficient wire drawing machines, the roller mould wire drawing machine can produce under fixed specifications for most of the time. If you want to change other product specifications, you can also directly replace the roller. The fixing between the roller mould and the wire drawing machine is generally made of a connecting base plate (simple 4 bolts fixed) which can install the roller mould and the steel wire mould box. The roller disassemble, installation and adjustment of the roller mould is also very simple. No need to remove the bearing. No need to bring Roller and bearing back to the factory for assembly. As this reduces the hassle of customer for replacements. Let’s take a look at the roller mould wire drawing equipment-the standard for roller mould wire drawing!
拉丝机设计通过先进配置和欧洲机械设计的长寿命耐久性理念、最新设计的轧辊冷却方式以及最新版本品牌产品的电气控制,使整个拉丝机生产线的设计目标是用户能够长期稳定高效地工作,充分体现滚筒成型刷的优点。拉丝机核心机械部件首先采用轧辊技术设计的双重冷却方式、内壁防污染涂层、外墙高耐磨材料涂层、整体结构采用锻钢锻件、多次精加工等工艺,由机械加工厂按部就班加工而成的新式卷筒,冷却性能比以前的拉丝机设计版本有了很大提高。 同样的工艺,工厂里现有的拉丝机出来的线条非常热,不敢碰。现在滚轴模具拉丝机刚刚停止运转,用手摸卷轴基本上是凉的,太不一样了!这种冷却效果当然可以保证牵引机高速稳定运行,故障率低,生产产量上升。
The wire drawing machine design uses advanced configuration and long-life durability concepts of European mechanical designs. The latest design roll cooling method and the electrical control of the latest version of the brand products, so that the design goal of the entire wire drawing machine production line is that users can work stably and efficiently for a long time, fully reflecting the advantages of the roller forming brush. The core mechanical parts of the wire drawing machine are firstly designed with double cooling method, anti-pollution coating on the inner wall, high-wear-resistant material coating on the outer wall, and the overall structure adopts forged steel forgings, multiple finishing processing and other processes. The new reel processed by the machine processing factory step by step has greatly improved the cooling performance compared with the previous wire drawing machine design version. With the same process, the lines from existing wire drawing machines in the factory are under extreme heat so dare not to touch them. Now the roller mould wire drawing machine has stopped running and basically cool down and can touch the scroll with your hands which felt differently! This cooling effect can certainly ensure that the traction machine can operate at a high speed and stable speed, have low failure rate and increase production output.

由滚轴模具、耐磨材料、精加工孔滚轴组构成。滚筒数的选择根据材料、钢丝直径、减免率由不同的配置(4到10个等)组成,线材通过滚筒模具时,由拉力和线与滚筒孔之间的摩擦驱动滚筒旋转,线材出来时由滚筒孔滚筒减少。滚筒的正常使用磨损寿命(公差超过设计公差时使用)与加工材料类型、表面状态和滚筒模具维护有关,严格来说与切削线的长度成正比,但根据生产管理习惯,相同的用户一般产量按重量单位(相同吨位、线径吨位高,但长度小)统计。磨损的滚筒还可以改造成其他规格的滚筒,这类似于丝绸模具的修饰。 与线材模具相比,提高线材产品质量的原因是,在金属加工变形原理中,滚筒模具类似于利用滚筒上的孔辊来减小直径。和冶金行业的轧制原理一样,线材模具是通过拉拔变形来强制减小直径的。相比之下,生产线内部的金相辊更均匀,灵活性和抗弯曲等机械性能也更好。就表面质量而言,滚子和线之间存在滚动摩擦,摩擦系数比拉丝模具和线之间的滑动摩擦系数相差几十倍,摩擦产生的热值也不同,线表面光滑明亮的状态更好。
It consists of roller mould, wear-resistant material, and finishing hole with the roller set. The choice of roller number is composed of different configurations (4 to 10, etc.) according to the material, wire diameter and reduction rate. When the wire passes through the drum mould, the roller rotates by tension and friction between the wire and the drum hole. When the wire comes out, the drum is reduced by the drum hole. The normal lifetime of the roller (used when the tolerance exceeds the design tolerance) is related to the type of processing material, surface state condition and drum mould itself. Strictly speaking, it is proportional to the length of the cutting line. However, according to production management habits, the general output of the same user is calculated in units of weight (same tonnage, high tonnage in line diameter, but small length). The worn roller can also be transformed into other specifications of rollers, similar to the modification of silk moulds. The reason for improving the quality of wire products compared to wire moulds is that in the metal processing deformation principle, the drum mould is similar using hole on the rollers to reduce its diameter. Like the rolling principle in the metallurgical industry, wire moulds will force to reduce the diameter by drawing deformation. In contrast, the metallographic rollers inside the production line are more uniform and have better mechanical properties such as flexibility and bending resistance. In terms of surface quality, there is rolling friction between the roller and the line and the friction coefficient is generated dozens of times different than the sliding friction coefficient. Furthermore between the wire drawing mould and the line the heat value generated by friction is also different. The smooth and bright surface of the line produced is much better.